
Quality
OPENING TIMES
Monday - Friday: 09:00 - 18:00
OUR LOCATION
23/7 , Mathura Road Sector -58 Faridabad -121004, Haryana (India)
CUSTOMER SUPPORT
+91-9811218484

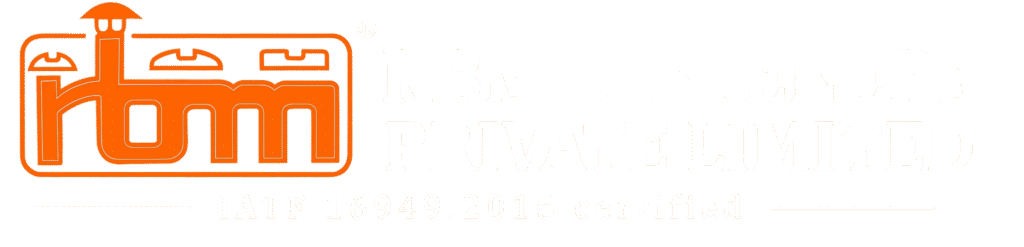
Contour Measering Machines
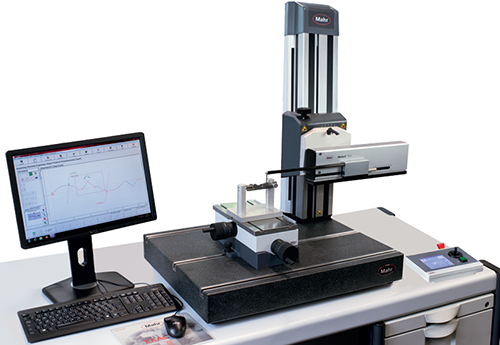
Spectro Meter

Metallurgical Microscope with Image Analyzer

Salt Spray Chamber

Torque Wrench

Profile Projector
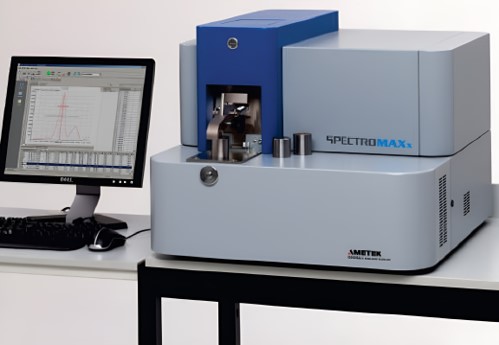
Surface Roughness Tester (Germany)

Eddy Current Tester

Computerized Universal Testing Machines
Optical Sorting Machines (Taiwan)
